6.3 การฉีดพลาสติกให้ได้ชิ้นงานพลาสติกที่หดตัวน้อยที่สุด
ก่อนอื่นโรงงานพลาสติกเราต้องมาทำความรู้จักกันก่อนว่า การหดตัวของพลาสติกนั้นหมายถึงการที่ผลิตภัณฑ์มีขนาดเล็กลงกว่าขนาดแม่พิมพ์ การหดตัวของชิ้นงานฉีดจะเกิดขึ้นได้ทั้งสองทิศทาง คือตามแนวทิศทางการฉีดและแนวขวางกับทิศทางการฉีด ซึ่งการหดตัวตามแนวทิศทางการฉีด (การไหลของพลาสติก) จะมีมากกว่าตามแนวขวางกับทิศทางการฉีด
การหดตัวสามารถแบ่งออกได้เป็น 2 ชนิดคือ
1. การหดตัวครั้งแรกในแม่พิมพ์ในระหว่างการฉีด (mould shrinkage) การหดตัวครั้งแรกในแม่พิมพ์พลาสติกนี้ โรงงานฉีดพลาสติกเราสามารถหาได้โดยการวัดขนาดของชิ้นงานที่เย็นตัวลงแล้วหลังจากถูกปลดออกจากแม่พิมพ์พลาสติก ซึ่งจะเกิดกับพลาสติกชนิดที่ไม่มีผลึกและมีผลึก
2. การหดตัวภายหลังเนื่องจากการเกาะผลึก (after shrinkage หรือ crystaline shrinkage) การหดตัวภายหลังนี้โรงงานฉีดพลาสติกสามารถหาได้โดยการวัดขนาดของชิ้นงานหลังถูกปลดออกจากแม่พิมพ์พลาสติกเป็นเวลา 48 ชั่งโมง ซึ่งจะเกิดกับพลาสติกที่มีผลึกเท่านั้น
จากที่กล่าวมาแล้วข้างต้นว่า การหดตัวนั้นเป็นการเปรียบเทียบขนาดของชิ้นงานพลาสติกกับขนาดของแม่พิมพ์พลาสติก โดยส่วนใหญ่โรงงานฉีดพลาสติกเราจะคิดหรือกล่าวถึงกันในลักษณะของอัตราส่วนการหดตัวมากกว่า ซึ่งหาได้จากสูตรดังนี้
ตัวอย่างที่ 6.1 ในการฉีด พลาสติก PP เข้าแม่พิมพ์พลาสติกที่มีขนาดวัดตามแนวทิศทางการฉีดเป็น 100mm และแนวขวางกับทิศทางการฉีดเป็น 20mm เมื่อชิ้นงานถูกปลดออกจากแม่พิมพ์พลาสติกจนกระทั่งเย็นตัวลงแล้วจึงทำการวัดขนาดเป็น 19.95 x 99.7 mm และทำการวัดอีกครั้งหนึ่งหลังจากทิ้งไว้ 48 ชั่วโมงแล้วได้ค่าเป็น 19.93 x 99.6 mm อยากทราบว่าชิ้นงานพลาสติกนี้อัตราการหดตัวเท่าไร
อัตราการหดตัวภายหลัง = อัตราการหดตัวรวม - อัตราการหดตัวในแม่พิมพ์พลาสติก
ตามแนวทิศทางการฉีด = 0.4 - 0.3% = 0.1%
ตามแนวขวางทิศทางการฉีด = 0.35 - 0.25% = 0.1%
การหดตัวนอกจากจะขึ้นอยู่กับชนิดของพลาสติกและปริมาณของผลึกแล้ว ยังขึ้นอยู่กับแฟกเตอร์ต่างๆ เหล่านี้ด้วย แฟกเตอร์ที่มีอิทธิพลต่อการหดตัวแสดงในตารางที่ 6.13
ตารางที่ 6.13 แฟกเตอร์ที่มีอิทธิพลต่อการหดตัวของชิ้นงานฉีด
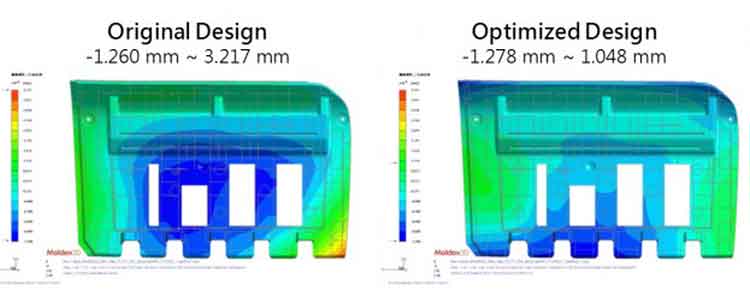
การฉีดเพื่อให้ได้ชิ้นงานพลาสติกที่มีการหดตัวน้อยที่สุด โรงงานพลาสติกเราใช้วิธีการฉีดเพื่อให้ชิ้นงานมีความแข็งแรงมาใช้ได้คือ ใช้ความดันย้ำเท่ากับความดันฉีดที่เกิดขึ้นจริง และใช้เวลาในการดันย้ำที่ให้น้ำหนักของชิ้นงานเริ่มคงที่ อุณหภูมิของพลาสติกเหลวก็ควรต่ำเท่าที่จะสามารถทำการฉีดได้ อุณหภูมิของแม่พิมพ์พลาสติกก็ควรใช้ให้ต่ำสำหรับพลาสติกที่ไม่มีผลึก และใช้สูงสำหรับพลาสติกที่มีผลึก (เพื่อให้การหดตัวภายหลังน้อยลง) แต่สิ่งที่จะช่วยในการควบคุมขนาดของชิ้นงานฉีดได้ดีที่สุดคือ การเผื่อขนาดของแม่พิมพ์พลาสติกสำหรับการหดตัว โดยขนาดที่จะทำการเผื่อนี้ควรคิดจากค่าอัตราการหดตัวที่มาก จากค่าอัตราการหดตัวที่แจ้งเอาไว้สำหรับพลาสติกแต่ละชนิด การหดตัวของชิ้นงานพลาสติกแสดงดังรูปที่ 6.6
รูปที่ 6.6 แสดงการหดตัวของชิ้นงานพลาสติก
6.4 การฉีดพลาสติกอย่างไรจึงช่วยลดน้ำหนักของชิ้นงานพลาสติก
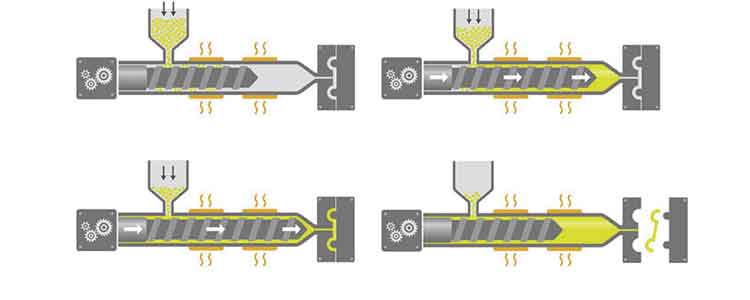
เทอร์โมพลาสติกจะมีการเปลี่ยนแปลงทางปริมาตรมากกว่าวัสดุอื่นเมื่อได้รับความร้อน และก็จะมีการเปลี่ยนแปลงไปอีกเมื่อถูกความดันกระทำ ลักษณะคุณสมบัติของพลาสติกแบบนี้โรงงานพลาสติกเราสามารถดูได้จากไดอะแกรม P-V-T โดย V คือปริมาตร (cm3/g) ซึ่งจะขึ้นอยู่กับความดัน P (บาร์) และอุณหภูมิ T (℃) ความสัมพันธ์ระหว่างการเพิ่มขึ้นของปริมาตรจำเพาะเนื่องจากความร้อนและความสามารถในการอัดตัวของพลาสติกเหลว โรงงานพลาสติกเราจะเห็นได้ชัดเจนจากงานฉีดดังเช่นตัวอย่างของไดอะแกรม P-V-T ของ POM ในรูปที่ 6.8 หรือจากข้อมูลข้างล่างนี้
การเปลี่ยนแปลงปริมาตร PS(m = 1 kg) เช่น กล่อง CD กล่องใส กล่องลองเท้า
MT 20℃/1 บาร์ = 955 cm3
MT 250℃/1 บาร์ = 1058 cm3
MT 250℃/2000 บาร์ = 1160 cm3
การเปลี่ยนแปลงปริมาตรของ พลาสติก HDPE (m = 1 kg) เช่น ถังปูนพลาสติก อ่างเปลผสมปูน ตะกร้าหูเหล็ก
MT 20℃/1 บาร์ = 1030 cm3
MT 200℃/1 บาร์ = 1324 cm3
MT 200℃/2000 บาร์ = 1160 cm3
รูปที่ 6.7 ไดอะแกรม P-V-T ของ PS
รูปที่ 6.8 ไดอะแกรมของ P-V-T ของ POM
จากไดอะแกรม P-V-T ของ พลาสติก PS ถ้าโรงงานพลาสติกเราต้องการฉีดงาน PS ให้มีน้ำหนักลดลง โรงงานพลาสติกเราสามารถทำได้โดยทำการหล่อเย็นชิ้นงานด้วยความเร็วสูง คือใช้อุณหภูมิแม่พิมพ์พลาสติกต่ำหรือใช้อุณหภูมิพลาสติกเหลวสูง เพราะโรงงานพลาสติกเราจะได้ชิ้นงานที่มีปริมาตรจำเพาะที่สูงขึ้น (ความหนาแน่นต่ำ) นั่นคือโรงงานพลาสติกเราจะได้ชิ้นงานที่มีขนาดใหญ่ขึ้นโดยมีน้ำหนักเท่าเดิม หรือโรงงานพลาสติกเราอาจจะใช้ความดันในการย้ำลดลง เช่น พลาสติก PS ที่อุณหภูมิ 230℃ โรงงานพลาสติกเราจะต้องใช้ความดัน 1,000 บาร์ จะได้ชิ้นงานที่มีปริมาตรจำเพาะสูงขึ้น แต่สำหรับพลาสติกที่มีผลึก เช่น จากไดอะแกรมของ P-V-T ของ พลาสติก POM โรงงานเราทำการฉีดเหมือนกับพลาสติกที่ไม่มีผลึกอย่างกับ พลาสติก PS ไม่ได้ เพาระว่าการหดตัวของพลาสติกที่มีผลึกจะมากกว่า โดยเฉพาะความดำย้ำ ถ้าโรงงานพลาสติกเราลดลงมากจะทำให้ชิ้นงานเกิดรอยยุบและผิวไม่เรียบพอ แต่การใช้ความเร็วในการหล่อเย็นสูง (อุณหภูมิแม่พิมพ์พลาสติกต่ำ) จะช่วยในการลดน้ำหนักของชิ้นงานได้ดี ทั้งนี้ก็ต้องยอมเสียคุณภาพความแข็งแรงของชิ้นงานไปบ้าง
6.5 การฉีดพลาสติกสองสี
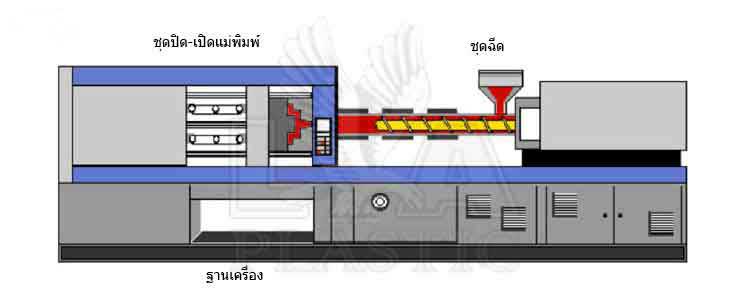
ชิ้นงานฉีดบางลักษณะต้องการให้มีสีที่แตกต่างกัน เช่น หน้าปัดของโทรศัพท์ กลอบเครื่องชาร์จรถยนต์ไฟฟ้า ลังอะไหล่ ตะกร้าผลไม้ที่ต้องเป็นสองสีในตัวเดียว แป้นกดของคอมพิวเตอร์ที่ต้องการให้ตัวเลขเป็นคนละสีกับสีของพื้นชิ้นงานดังตัวอย่างในรูปที่ 6.9 ซึ่งเมื่อก่อนโรงงานพลาสติกเราจะใช้วิธีการสกรีนตัวเลขลงบนพื้นชิ้นงานพลาสติก แต่อายุการใช้งานไม่ทนทาน สีของตัวเลขจะลบเลือนไป ดังนั้นจึงได้มีการคิดวิธีที่จะทำให้อายุการใช้งานของตัวเลขดังกล่าวอยู่ทนทานขึ้น โดยการใช้พลาสติกคนละสีฉีดเข้าไปในชิ้นงาน วิธีการทำงานเมื่อตอนแรกๆ โรงงานพลาสติกเราจะใช้วิธีการฉีดพลาสติกที่มีสีพื้นของชิ้นงานเข้าไปในแม่พิมพ์ก่อนโดยเว้นช่องว่างที่เป็นตัวเลขเอาไว้ หลังจากนั้นจึงนำชิ้นงานที่ฉีดไปใส่ลงในแม่พิมพ์อีกตัวหนึ่งซึ่งอยู่บนเครื่องฉีดคนละตัวกัน แล้วจึงทำการฉีดพลาสติกที่มีสีตามที่ต้องการลงไปในช่องว่างที่เป็นตัวเลข โรงงานพลาสติกเราก็จะได้ชิ้นงานสองสีตามที่ต้องการ แต่ในปัจจุบันโรงงานพลาสติกเราจะใช้วิธีการฉีดชิ้นงานที่มีสองสีในเครื่องฉีดตัวเดียวกัน โดยมีชุดปิด-เปิดแม่พิมพ์อยู่ชุดเดียว แต่มีชุดฉีด 2ชุด ซึ่งแต่ละชุดก็จะบรรจุพลาสติกคนละสีไว้ ชุดฉีดชุดแรกจะวางอยู่ตามแนวนอนและทำการฉีดพลาสติกเข้าแม่พิมพ์พลาสติกในแนวตั้งฉากกับรอยประกบแม่พิมพ์พลาสติก ส่วนชุดฉีดอีกชุดจะวางอยู่ในแนวดิ่งตั้งฉากกับรอยประกบของแม่พิมพ์พลาสติกและทำการฉีดพลาสติกเข้าตามรอยประกบของแม่พิมพ์พลาสติกดังในรูปที่ 6.10
รูปที่ 6.9 ลักษณะของชิ้นงานพลาสติกที่ได้จากการฉีดพลาสติกสองสี
รูปที่ 6.10 ลักษณะเครื่องฉีดพลาสติกสองสี
รูปที่ 6.11 ลักษณะของแม่พิมพ์พลาสติกที่ใช้ในการฉีดชิ้นงานพลาสติกสองสี
แม่พิมพ์พลาสติกที่จะใช้ในการฉีดพลาสติกสองสีนี้ถูกออกแบบมาในกรณีพิเศษ คือจะต้องสามารถหมุนเพื่อเปลี่ยนตำแหน่งในการฉีดได้ดังรูปที่ 6.11 จะเป็นการแสดงขั้นตอนในการทำงานของแม่พิมพ์พลาสติกฉีดสองสีโดยมีขั้นตอนในการทำงานดังนี้คือ
รูปที่ 6.11 (ก) ช่องว่างข้างล่างของแม่พิมพ์พลาสติกจะรับพลาสติกเหลวจากชุดฉีดชุดแรกซึ่งเป็นพลาสติกที่ต้องการฉีดเป็นตัวพื้นของชิ้นงาน ส่วนช่องว่างข้างบนของแม่พิมพ์พลาสติกจะได้รับพลาสติกเหลวจากชุดฉีดที่สองซึ่งเป็นพลาสติกที่ต้องการฉีดหุ้ม
รูปที่ 6.11 (ข) เมื่อพลาสติกเหลวในแม่พิมพ์พลาสติกเริ่มแข็งตัวแล้วแม่พิมพ์พลาสติกก็จะเปิดออก
รูปที่ 6.11 (ค) แกนของแม่พิมพ์พลาสติกก็จะทำการหมุนเพื่อสับเปลี่ยนตำแหน่งกันของชิ้นงานในแม่พิมพ์พลาสติก
รูปที่ 6.11 (ง) เมื่อสับเปลี่ยนตำแหน่งของชิ้นงานพลาสติกในแม่พิมพ์พลาสติกเรียบร้อยแล้ว แกนกระทุ้งก็จะเริ่มทำการกระทุ้งชิ้นที่ฉีดหุ้มเสร็จออกจากแม่พิมพ์พลาสติก แล้วจะทำการปิดแล้วเริ่มทำการฉีดครั้งใหม่ต่อไป
ความแข็งแรงของการเชื่อมประสานกันของพลาสติกทั้งสองสีจะมากหรือน้อยก็ขึ้นอยู่กับอุณหภูมิของพลาสติกเหลวทั้งสองสีขณะที่เริ่มสัมผัสกัน กล่าวคืออุณหภูมิของพลาสติกที่เป็นสีพื้นที่ถูกฉีดเข้าแม่พิมพ์พลาสติกจากชุดฉีดแรกจะต้องไม่ปล่อยให้เย็นจนเกินไปในแม่พิมพ์พลาสติก และอุณหภูมิของพลาสติกเหลวที่ถูกฉีดออกมาจากชุดฉีดชุดที่สองเพื่อที่จะทำการฉีดหุ้มจะต้องสูงพอที่จะเชื่อมประสานได้กับผิวด้านบนของพลาสติกที่เป็นพื้นด้วย






















 พลาสติกที่ย่อยสลายได้")







